Lathe Boring G Code

Cnc Programming Courses Cnc Programming Cnc Codes Cnc Lathe

Cnc Lathe Inside Turning Boring Program Example Helman Cnc

Programming A Cnc Lathe Using G83 And G73 Drilling Cycles Youtube
Cnc Lathe Program Od Turning Drilling Id Boring With G71 G74 G01
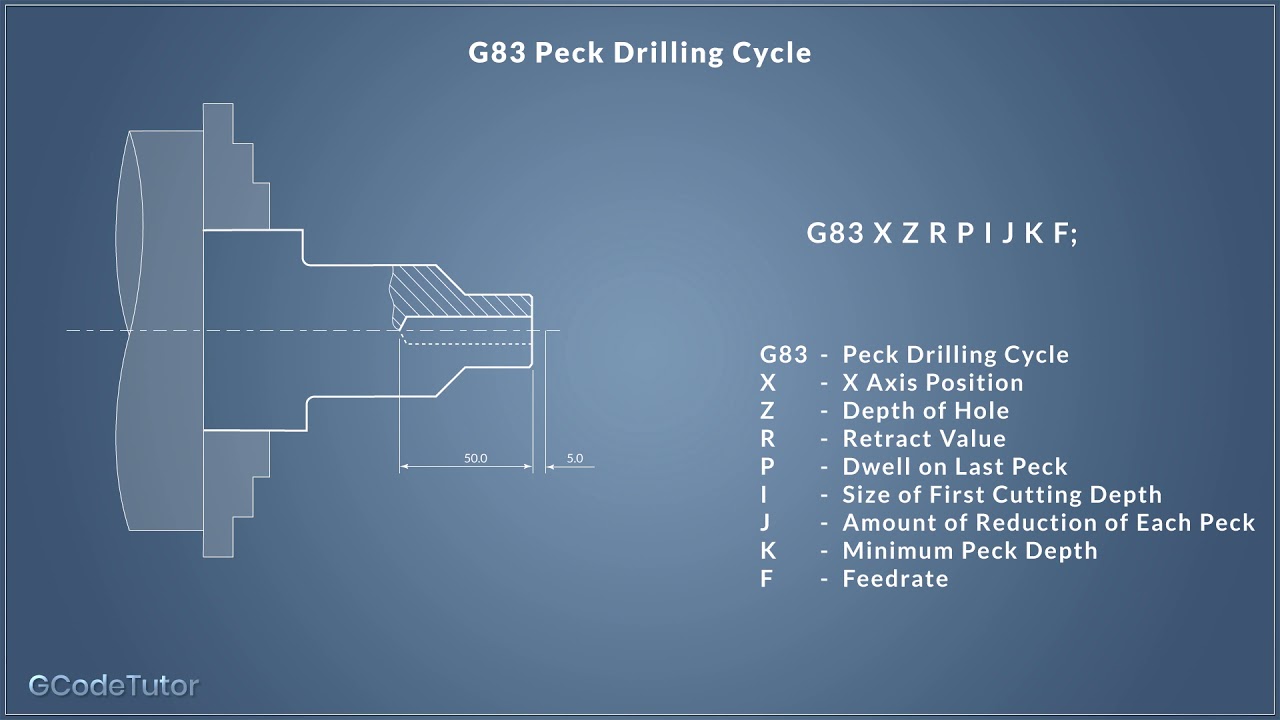
The G83 G73 Peck Drilling Cycles On A Cnc Lathe Or Machining
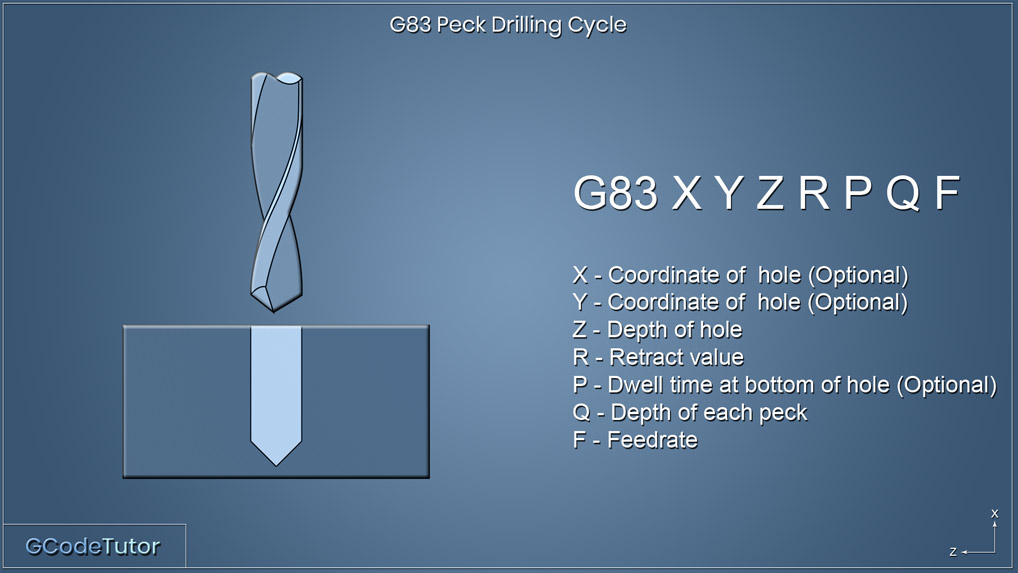
G73 And G83 Peck Drilling Cycles
G72 is our g code that tells the machine that we wish to use the roughing facing cycle that cuts towards the centreline of the part.
Lathe boring g code. G76 fine boring cycle. Return plane is dependant on g98 g99 g codes. The r refers to the distance that the tool pulls off of the material when moving in rapid to the next starting point. 5 rapid traverse to initial level only if g98 is given in part program with g85.
These are the common g codes for cnc lathes and turning. How canned cycles work with g98 g99. G07 lathe diameter mode g08 lathe radius mode g04 dwell g10 coordinate system origin setting g17 xy plane selection g18 xz plane selection. Mazak g codes g code function g00 positioning g01 linear interpolation g01 1 threading with.
Code categories are the groupings for the g code wizard type ctrl g for the wizard. G80 canned cycle cancel. Function tells what the g code does notes gives a little more information such as the parameters and tutorial is a link if any to a tutorial that uses g wizard editor to teach how to use the g code. The w on the first line is the depth of cut in z axis.
2 boring reaming is performed from point r to end depth point z with specified feed f. Simple g code example cnc lathe. Unwind your haas rotary back to zero quickly. 2 operations from 1 tool.
2 rapid traverse to r plane. 1 rapid traverse to x y position. Cnc lathe example turning boring. Mazak g code list for cnc machinists who work on mazak integrex 300 400 iii iii t iiis iiist cnc machines.
Easily create your own custom m and g codes. 3 boring with feed from r plane to z depth. 1 after positioning along x and y axis rapid traverse is performed to point r. Fanuc g85 boring cycle operation.
G81 drilling cycle spot boring cycle. G82 drilling cycle or counter boring cycle. Avoid disaster using the haas single block function. O0000 n10 ø30 drill g50 t0200 g97 s250 m03 g00 x0 z5 0 t0202 m08 g01 z 5 0 f0 07 w1 0 z 40 0 f0 25 g00 z5 0 z 39 0 g01 z 60 0 g00 z10 0 x200 0 z200 0 t0200 m01 n20 outside diameter stock removal g50 s1500 t0100 g96 s180 m03 g00 x94 0 z5 0 t0101 m08 g01 z 14 8 f0 27 g00 u2 0 z0 5 g01 x28 0 f0 23 g00 x87 0.
How g85 boring cycle behaves upon g98 or g99 mode. 4 retraction with feed from z depth to r plane. Cnc lathe simple g code example. G03 circular interpolation ccw.
3 after completing depth z with feed f tool returns with the same feed f. Use your insert drill as a boring bar. Boost lathe productivity with a bar puller and macros. G86 boring spindle stop rapid out canned g87 back boring canned cycle g88 boring spindle stop manual out canned.
Click hear to download cnc g codes and m codes milling and lathe machine cnc lathe g code list. G02 circular interpolation cw.

Programming A Cnc Lathe Using G83 And G73 Drilling Cycles

G90 Turning Cycle Fanuc Cnc Program Example Code Helman Cnc
Cnc G Codes

G76 Screw Thread Cycle Cnc Programming Cnc Cnc Controller

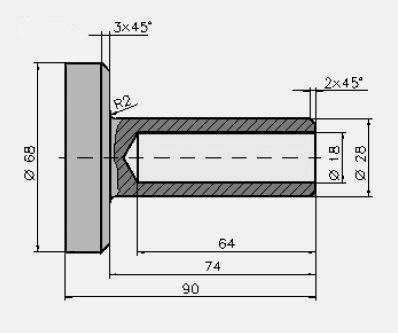
Simple Boring Operation Cnc Lathe Program Example Helman Cnc

Cnc G Code And Cnc M Code Engineering Books
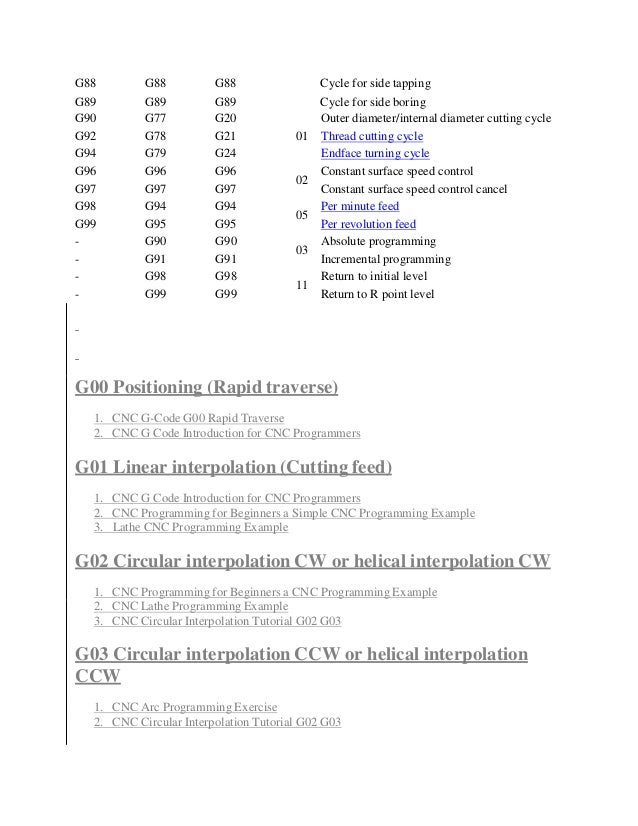
Complete G Code List
Cnc Lathe Programming Exercise Fanuc G71 Turning Cycle G74 Peck

Cnc Lathe Programming
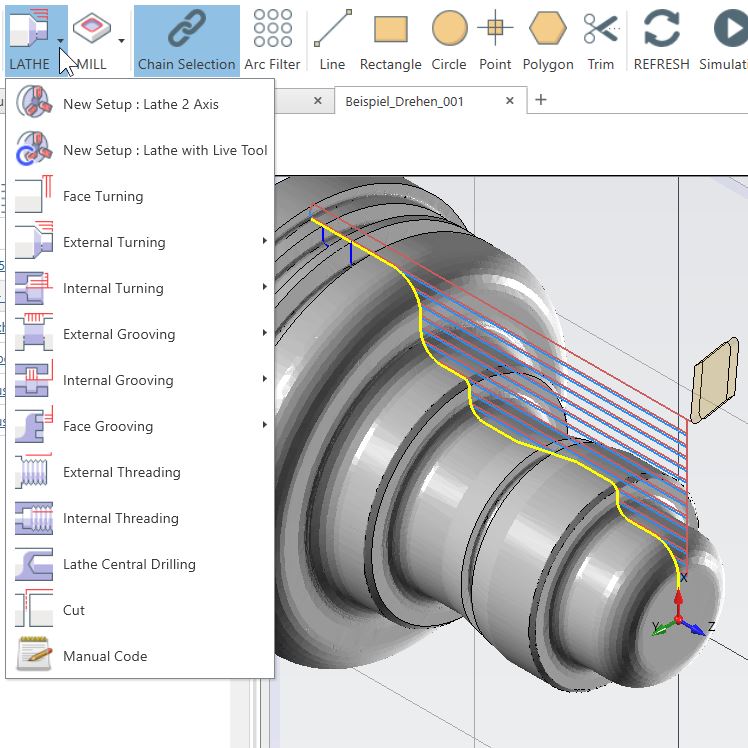
Simplexcam

Cnc Mill Programming Cnc Cnc Programming Cnc Mill

Solved G Code Alarm With Fanuc 21i Autodesk Community Fusion 360

Cnc Programming